Содержание
АБС (акрилонитрил-бутадиен-стирол) — это термопластичный полимер, получаемый путем полимеризации акрилонитрила, бутадиена и стирола. Он отличается высокой прочностью, стойкостью к ударам, хорошей термо- и химической устойчивостью, что делает его идеальным для многих сфер применений.
Основные свойства АБС
Механические характеристики ABS зависят от соотношения компонентов (акрилонитрил, бутадиен и стирол). Для полимера со стандартным соотношением компонентов (40% АН, 30% Б, 30% С) характерны следующие параметры:
Химическая стойкость
- Сопротивляется воздействию кислот, щелочей и многих органических растворителей.
- Слабо реагирует на ультрафиолетовое излучение, но может терять прочность при длительном воздействии.
Температурные характеристики
- Температура плавления около 180–200°C.
- Температура стеклования -50°C, при этом материал сохраняет гибкость при низких температурах.
Электрические свойства
Низкая электропроводность, что делает его подходящим для изоляционных материалов.
Механические характеристики
- Высокая прочность на растяжение 40–50 МПа. Высокая прочность делает АБС подходящим для изделий, подверженных механическим нагрузкам (корпуса бытовой техники).
- Прочность на изгиб 20–30 кДж/м², что особенно важно для автомобильных деталей и защитных корпусов.
- Модуль упругости 2–3 ГПа. АБС относится к материалам средней жёсткости по сравнению с другими термопластами (например, полиэтиленом или ПВХ).
- Устойчивость при деформации 0.1–0.2% при нагрузке 20 МПа. Материал обладает низкой деформацией под нагрузкой. Это делает его подходящим для изделий, требующих соблюдения высокой точности размеров, например, электронных компонентов.
- Температурный диапазон эксплуатации -20°C до 80°C. Материал сохраняет свои механические свойства в широком температурном диапазоне, что делает его универсальным для различных условий.
- Плотность 1,04–1,16 г/см³. Этот параметр влияет на вес и прочность изделий.
При правильной вторичной переработке свойства, указанные выше, незначительно меняются. Материал получается менее однородным в сравнении с первично синтезированным. Его прочность на растяжение снижается на 10–20% из-за примесей или старения. Степень снижения ударной вязкости может достигнуть 15–30%, особенно если материал был подвержен высоким температурам или химическим воздействиям. Модуль упругости немного изменяется, но в пределах допустимых значений. Потому основная задача рециклинга – сохранить структуру материала и его свойства приближенными к первичным.
Этапы переработки АБС пластика


Процесс переработки АБС включает в себя несколько ключевых этапов:
- Сбор и транспортировка.
- Сортировка.
- Мойка.
- Измельчение.
- Сушка.
- Экструзия и грануляция.
Каждый этап имеет важное значение для обеспечения эффективного процесса переработки и получения качественного вторичного сырья. Рассмотрим эти этапы подробно.
Сбор и транспортировка
Первый этап включает сбор пластиковых изделий из АБС и их транспортировку на перерабатывающее предприятие. Сбор может осуществляться через специальные пункты приема, предприятия, работающие по принципу обратной логистики, или в рамках программ по утилизации.
Сортировка
На этом этапе осуществляется сортировка собранных отходов АБС. Следует отделить его от других пластиков и загрязняющих материалов (металлические включения, стекло, текстиль, глинистые и черноземные примеси, опилки). При механической сортировке в состав линии рециклинга включают сортировочные конвейеры и камеры с визуальным контролем.
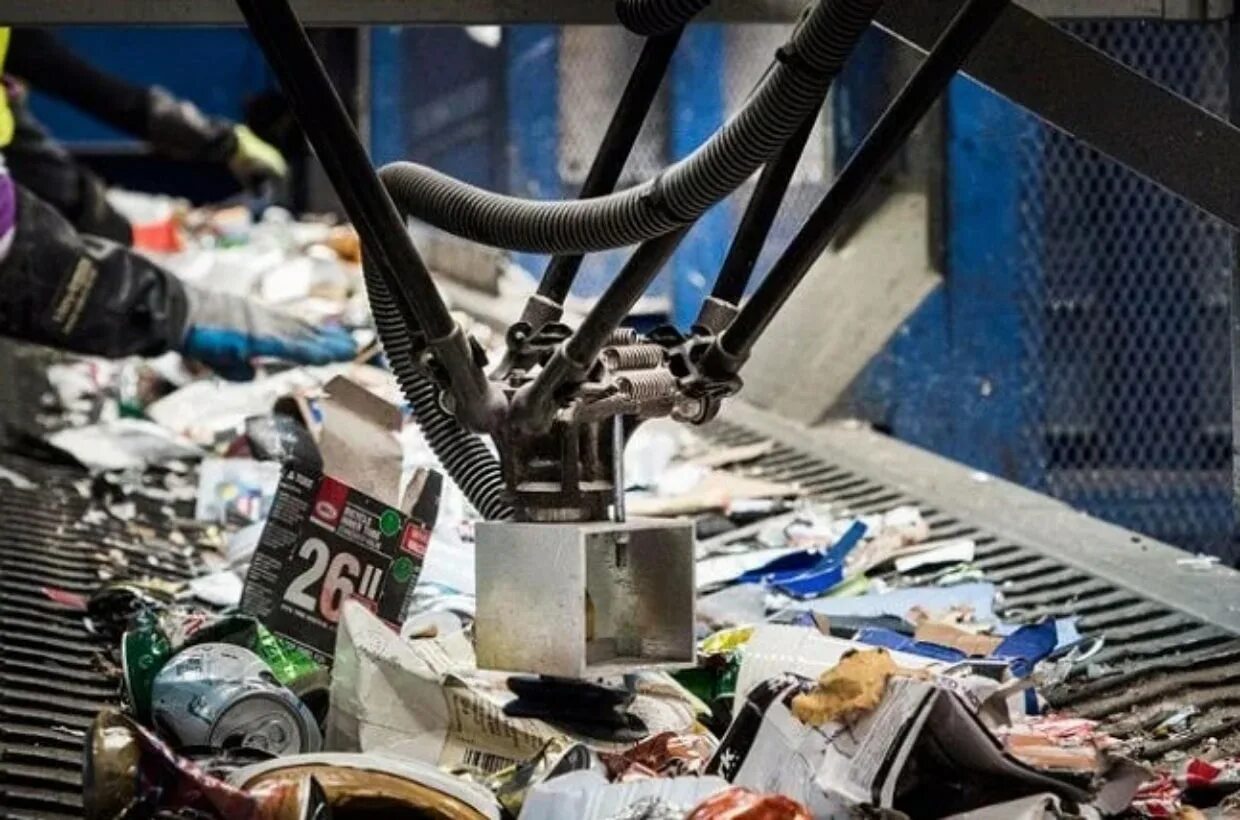
При оптической сортировке необходимо использовать оптические датчики для автоматического распознавания типов пластика. Выполняется сортировка по цвету, текстуре или спектральный анализ. Средняя производительность линии сортировки (механической или автоматической) может составлять 200-2000 кг/ч.
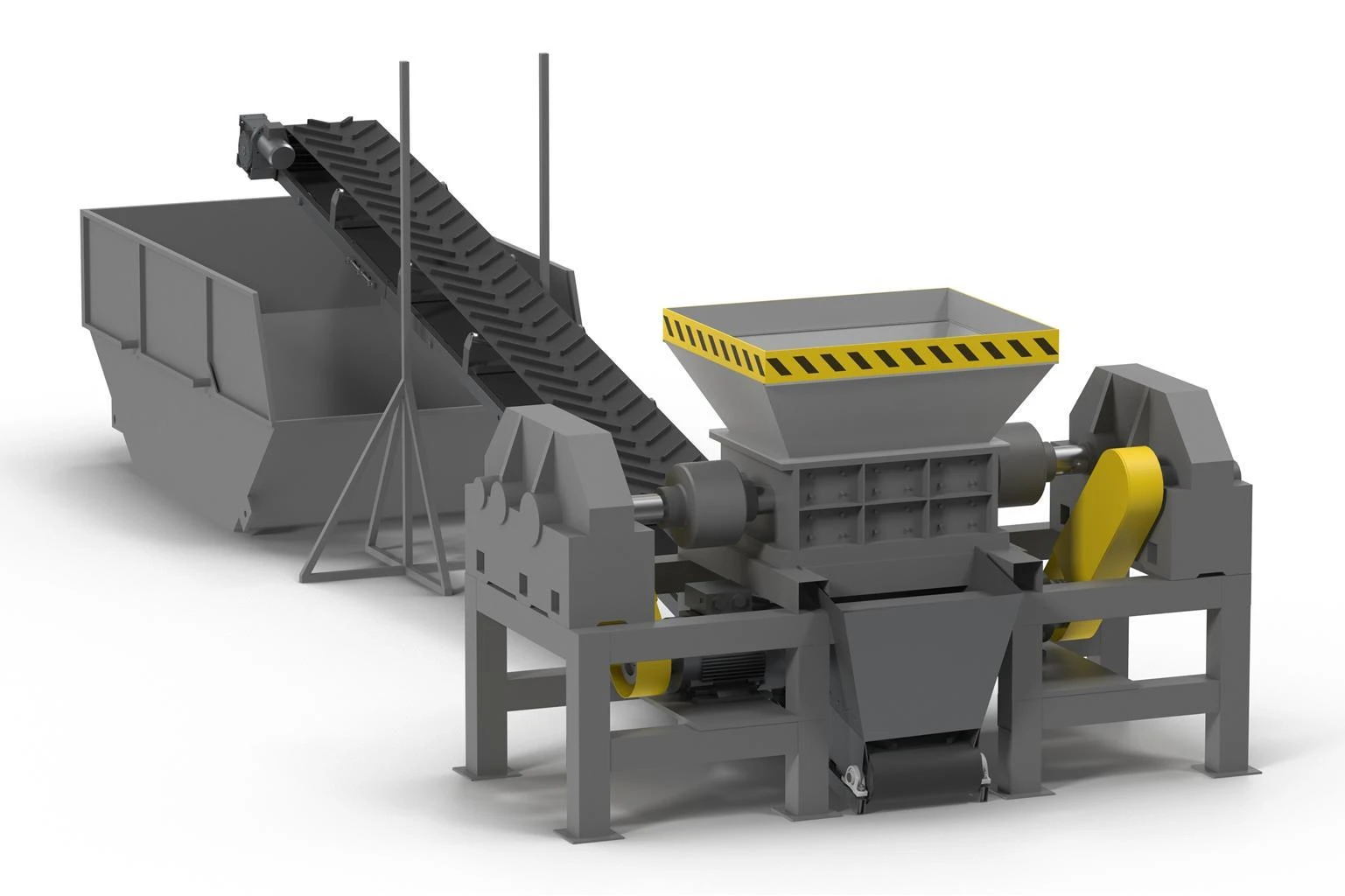
Дробление
Отсортированные отходы АБС измельчаются до мелкой фракции для облегчения дальнейшей переработки. Рекомендованный размер фракции составляет 1-5 мм для последующей качественной мойки и грануляции.
Основное оборудование - дробилка или шредер мощностью 15-100 кВт и производительностью около 1000 кг/ч. Для тонкостенного пластика подходит роторная ножевая, щековая дробилка. Чем мельче фракция полученного пластика, тем легче и эффективнее протекает экструзия. Температура измельчения не выше 60°C, чтобы избежать термического разложения.
Мойка
Один из ключевых этапов подготовки сырья – мойка от таких загрязнений, как остатки еды, клеи, бумажные этикетки, жир, прочие примеси. Очистка осуществляется в водной или воздушной среде. Часто можно встретить комбинированную очистку, при которой загрязнения сначала отмываются, а затем остатки воды и легкие фракции мусора удаляются воздухов.
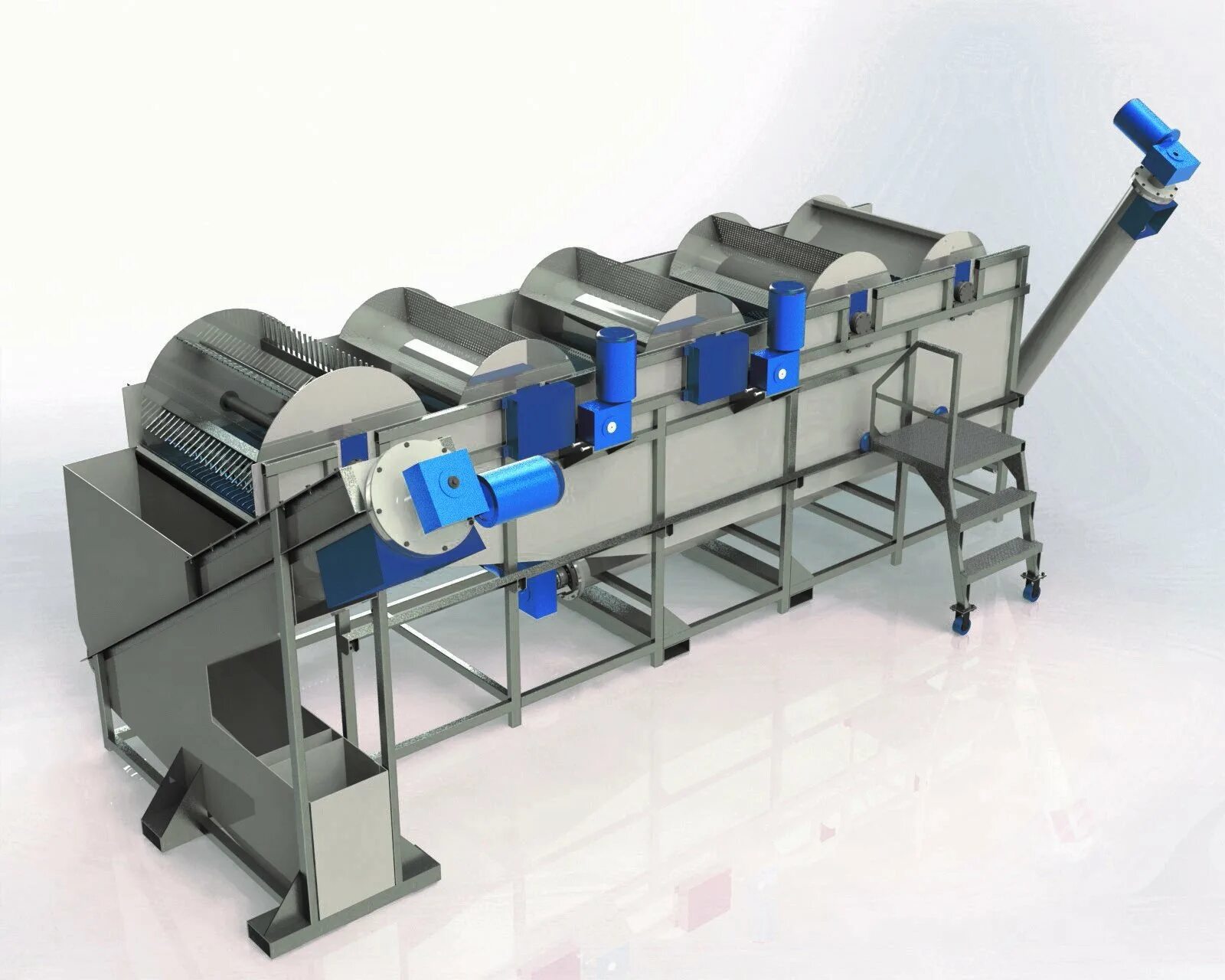
При интенсивном загрязнении следует отдать предпочтение фрикционной мойке в сочетании с ваннами флотации. Для удаления средних и минимальных загрязнений достаточно установить несколько последовательно расположенных ванн флотации. В этом случае повысить интенсивность мойки, если возникает необходимость, можно путем нагрева воды или добавления в воду активной очищающей пены. Температура воды для интенсивной очистки составляет 40–60°C, время мойки 10-30 минут. Средний объем воды 10-20 л на 1 кг материала.
Сушка
После мойки материал необходимо тщательно просушить, что позволит удалить остаточную влагу до требуемого уровня 0.5–1%. С этой целью используются устройства для сушки горячим воздухом. Средняя температура сушки составляет 60–80°C, продолжительность операции 1-3 часа. Производительность сушилки может варьироваться в зависимости от модели.
Экструзия и грануляция
На этом этапе измельченный и очищенный АБС подается в экструдер, где он плавится и формируется в нити. Более подробно процесс выглядит следующим образом:
- В загрузочный бункер экструдера подается очищенный сухой пластик требуемой фракции. Существуют экструдеры, работающие с влажным сырьем, но предпочтение стоит отдать стандартному оборудованию.
- При вращении шнека материал плавится и перемещается от зоны загрузки к зоне формования, на выходе из которой установлена экструзионная формующая головка. Нагрев осуществляется за счет движения шнека и воздействия внешних нагревателей. Температура (обычно 180-220°C) и давление (10-30 Мпа) в процессе экструзии должны быть строго контролируемыми. В теле формующей головки имеются каналы, форма и диаметр которых полностью определяют форму и диаметр будущего изделия. Перемещаясь по экструдеру, материал плавится и перемешивается до получения полностью однородной массы. При наличии зон дегазации ил пластика отводятся газы, которые могут вызывать дефекты на поверхности и внутри гранулята.
- При достижении зоны формования материал шнеком продавливается через головку под давлением. Скорость экструзии 10-50 м/мин в зависимости от мощности экструдера. На выходе образуются прутки пластика, которые затем нарезаются и охлаждаются до полной стабилизации. Размер готовых гранул для АБС 1-5 мм.
Гранулят – это материал, который в дальнейшем используется для производства новых изделий. Требования к нему такие же, как и к первичному сырью. Важно соблюдать максимально допустимый уровень влажности. Потому важна качественная сушка гранулированного сырья перед упаковкой.
Упаковка
Готовые гранулы фасуются для последующей продажи или использования в производстве. Если производство находится за пределами цеха переработки, необходимо упаковать гранулированное сырье в мешки. На перерабатывающих предприятиях используются упаковочные машины для автоматизации процесса фасовки в мешки или биг-бэги. Корректная упаковка продукций позволяет сохранить ее качество и защитить от загрязнения.
Ошибки при переработке АБС пластика
Соблюдение технологии производства – главное условие получения качественного регранулята. В процессе рециклинга могут быть допущены следующие ошибки:
- Неправильная сортировка материалов. Она приводит к смешению АБС с другими полимерами, что ухудшает качество готового продукта.
- Недостаточная очистка. Остаточные загрязнения могут привести к снижению механических и химических свойств переработанного материала.
- Неверные параметры экструзии. Ошибки в параметрах температуры и давления приводят к термодеструкции, что сказывается на качестве конечного продукта. Слишком высокая температура (более 220°C) приводит к термическому разрушению, потере ударной вязкости. Слишком низкая температура (ниже 180°C) приводит к непроплаву материала.
- Неверно подобранная скорость экструзии. Слишком высокая может привести к неравномерному плавлению, слишком низкая — к снижению производительности.
- Неправильная пуско-наладка. Важно настроить оборудование под определенное сырье и выполнить пуско-наладочные работы для утверждения рабочих параметров.
- Недостаточный контроль над процессами. Использование современных технологий автоматизации позволяет избежать многих ошибок, но критически важно поддерживать стабильные параметры температуры и давления на всех этапах переработки.
Зачем перерабатывать АБС пластик

Переработка АБС-пластика становится все более актуальной в условиях глобальных экологических вызовов и растущего количества пластиковых отходов.
- Улучшение экологической обстановки. Переработка уменьшает количество отходов на свалках, поскольку АБС практически не разлагается в естественных условиях, а его сжигание невозможно по причине выделения большого количества стирола.
- Экономическая эффективность. Вторичное сырье для производства снижает потребность в первичном материале и, следовательно, затраты на производство. Вторичный АБС часто дешевле, чем новый.
- Вторичное производство. Из переработанного вторичного пластика АБС можно выпускать новые изделия, что способствует более рациональному использованию ресурсов.
- Сохранение природных ресурсов. Переработка АБС пластика помогает уменьшить зависимость от добычи сырья и снизить потребление невозобновляемых ресурсов.
Кроме того, рециклинг АБС требует постоянного внедрения новых технологий и методов, удается значительно улучшить свойства вторичного АБС. Появляется возможность использовать его в тех же областях, что и первичный АБС.
Какие изделия можно изготовить из вторичного АБС
Из переработанного АБС- пластика можно производить различные изделия, включая:
- Корпусные элементы электроники и бытовой техники. Это могут быть пульты дистанционного управления, детские игрушки, электрические устройства, телефоны и ноутбуки, бытовая техника.
- Автомобильные детали. В данной сфере востребованы накладки, бамперы, обвесы, панели дверей, центральные консоли, элементы интерьеров и внешние части из АБС.
- Строительные материалы. Небольшой ассортимент строительных материалов и фурнитуры также изготавливают из данного вторичного сырья: углы, панели и отделочные элементы.
- Промышленные контейнеры и упаковку. Такие изделия используют в логистике и складском хранении.
- Канцелярские принадлежности и наградная продукция. Из прочного прозрачного материала производят папки и файлы, кубы для записей, различные офисные аксессуары, статуэтки и медали для поощрения.
Где принимают на переработку АБС пластик

АБС пластик следует сдавать в пункты приема вторичных материалов, организованных на базе больших перерабатывающих заводов, или в пункты сбора. Это могут быть:
- Местные перерабатывающие предприятия.
- Приемные пункты вторичных материалов. Обычно они располагаются в удобных для населения местах, таких как жилые районы.
- Сборные площадки и эко-классы. Эти площадки могут быть организованы местными властями или НПО для сбора вторичных материалов.
- Супермаркеты и магазины. Они могут предлагать бонусы или скидки за сдачу вторичных материалов.
Не в каждом регионе присутствуют предприятия по переработке АБС. Потому не во все пункты приема вторсырья можно сдать б/у изделия из акрилонитрил-бутадиен-стирола.
Автор статьи: